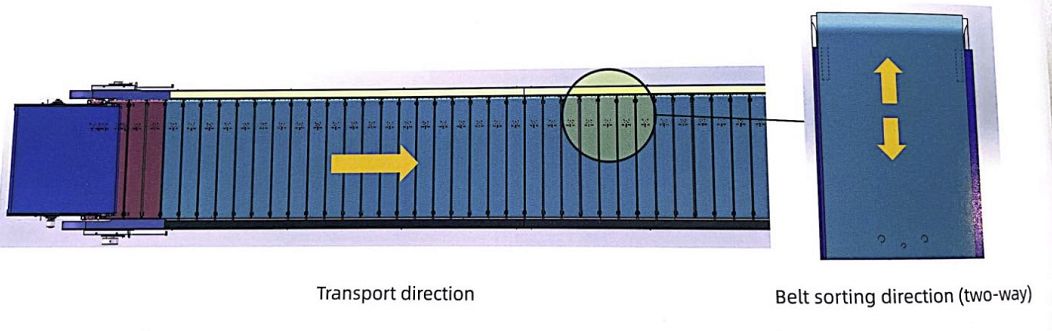
Doğrusal çapraz kayış ayırıcı, kolileri taşıyan kayış taşıyıcılarını tahrik etmek için bir zincir aracılığıyla bir motor tarafından tahrik edilir.Tarama sistemi şut ve boyut bilgilerini aldıktan sonra,kolileri oluğa teslim etmek ve kolileri tasnif etme amacına ulaşmak için, arabaların kayışlarının birer birer tasnif yönünde hareket etmesini talep eden PLC talepleri aracılığıyla oluktaki yönlendirme mekanizmasını tetikler.
| Öğe | parametreler | ||
| Motor gücü | 11kw(30-40m) | 15kw(40-50m) | 18.5kw(50-60m) |
| taşıma genişliği | 1000mm | ||
| taşıma hızı | 1,5 m/s | ||
| Kanal merkez mesafesi | 2200mm | ||
| Maksimum sıralama verimliliği | 6000PPH(800 mm'de koli uzunluğu) | ||
| Maksimum sıralama boyutu | 1600X1000(LXW) | ||
| Maksimum sıralama ağırlığı | 60kg | ||
| oluk genişliği | 2400-2500mm | ||
| Parseller arasındaki minimum mesafe | 300mm | ||
| Taşıyıcı adım | 15,24 mm | ||
| Kemer genişliği | 140mm | ||
| Vites açısı | 25 derece ile 1000 mm genişlik, 32 derece ile 1200 mm genişlik | ||
| Selenoid vana | |||
| Öğe | parametreler | |||
| Motor gücü | 9kw(30-40m) | 11kw(40-50m) | 15kw(50-60m) | 18.5kw(60-100m) |
| taşıma hızı | 2-2,2 m/s | |||
| Minimum Kanal genişliği | 1000mm | |||
| Maksimum sıralama verimliliği | 8500PPH(400 mm'de koli uzunluğu) | |||
| Elektrikli tambur motor gücü | 300W | |||
| yükleme ağırlığı | 60kg/m | |||
| oluk genişliği | 2400-2500mm | |||
| Taşıyıcı adım | 15,24 mm | |||
| Kemer genişliği | 126mm | |||
Başvuru
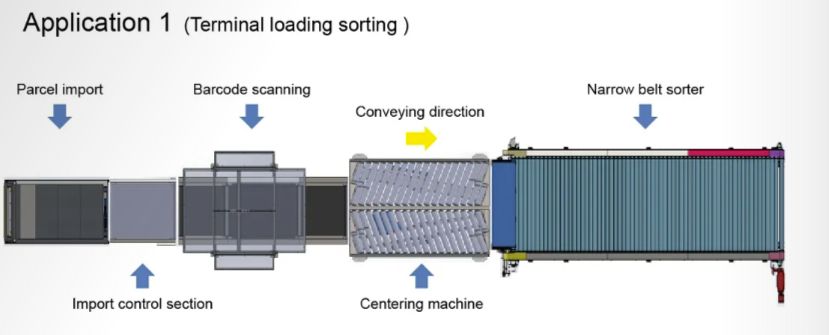
Terminal yükleme sıralaması
1. Koliler, tasnif hattına teleskopik bantlı konveyör veya diğer yöntemlerle ithal edildi.
2. Kolilerin ithalat kontrol bölümünden koli mesafesine ulaşılması ve barkod grid bilgileri ve ölçü bilgileri okunduktan sonra kontrolleri yapılmıştır.
3. Dar bant ayırıcı, merkezleme makinesinden geçtikten sonra belirlenen ızgaraya göre sıralanır.
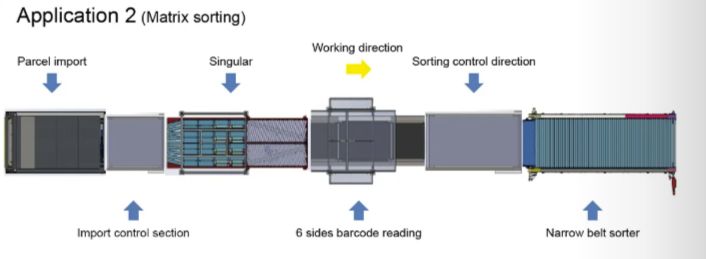
Matris sıralama
1. Koliler, tasnif hattına teleskopik bantlı konveyör veya diğer yöntemlerle ithal edildi.
2. Tekil sistem okutularak barkod grid bilgileri ve ölçü bilgileri okunduktan sonra koliler tek parça olarak sevk edildi.
3. Kontrol bölümünden sonra bant sıralayıcı kolileri belirlenen ızgaraya göre tasnif edin.
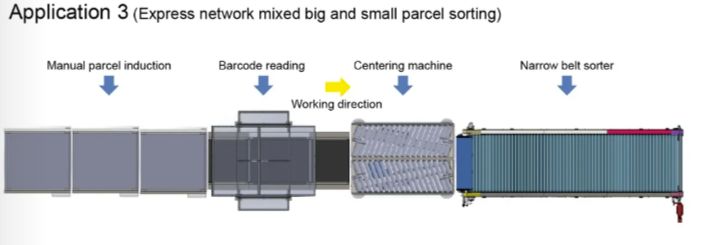
Sistem çalışan akış
1. Kolileri indüksiyon bandına manuel olarak koyun ve her bir kolinin kontrol edilmesi için her bir bant yalnızca bir koliye izin verir.
2. Barkod okumasından koli kuşağı ve ölçü bilgileri okundu.
3. Sıralanan koliler merkezleme makinesinden sonra belirlenen kuşağa düşer.
Yerinde Vakalar